
Asiakkaan hankintainsinööri kyselee MSA-tulosten perään, mitä teet? Vakuutatko hyvällä selityksellä, teetkö analyysiraportin suomeksi ja pelaat aikaa vai toimitatko tulokset? Älä ainakaan panikoi, sillä Minitab auttaa analyysissä ja tulosten esittämisessä!
Mittaussysteemin analyysi (Measurement system analysis, MSA) on useilla toimialoilla asiakasvaatimuksena ja osana toimittajan hyväksymisprosessia. Merkittävin teollisuudenala, jossa menettely on arkipäiväinen, on varmasti autoteollisuus ja sen koko alihankintaketju. Jos et toimita raporttia mittauksen virheen erittelystä tai tulokset ovat huonot, ei tule kauppaa tai asiakas ei suostu vastaanottamaan tavaraa. Pahimmillaan tietotaidon puute mittauksen analysoinnissa ja sen raportoinnissa on liikevaihdon ja myynnin kasvattamisen pullonkaula.
Mittauksen analysoinnin tarkoituksena ja lopputuloksena on antaa ostajalle mielenrauha toimittajan tekemästä tuotteen ominaisuuksien mittauksesta tai tarkastuksen toimivuudesta. Ulkoinen pakko on hyvin usein lähtökohta MSA:n suorittamiseen, mutta sen tulisi olla aina osa käytettävän datan arviointi- ja hyväksymisprosessia. Ilman tietoa mittauksen vaihtelusta ei voi tietää paljoakaan prosessista tai sen tilasta. Saatamme pahimmillaan tehdä suuria päätöksiä pelkän mittauksen vaihtelun perusteella!
Mikä on mittausysteemi – measurement system?
Tässä kaikessa kapulakielessä mittaussysteemillä tarkoitetaan tuotteen tai prosessin ohjaukseen käytettävän tarkastus -tai mittaustapahtumaa ja sen kaikkia osasia, kuten mittaajaa, mittalaitetta, apulaitteita, ympäristöä ja mittastandardia. Puhutaan siis mittauksen systeemistä ja analyysissä ollaan kiinnostuneita sen eri osasten mahdollisista vaikutuksesta mittaustulokseen. Englanninkielistä akronyymiä SWIPE voi käyttää muistisääntönä mittaussysteemin keskeisistä osista (Standard, Workpiece, Instrument, Person/Prosedure, Environment) (Measurement System Analysis, 3rd Edition, AIAG). Tämän listauksen voisi suomentaa esimerkiksi: standardi, kappale, mittaväline, henkilö/mittaustapa ja ympäristö. Mittauksen käyttötarkoitus määrittää lopulta kuinka syvällisesti kyseistä mittaussysteemiä kannattaa ja pitää analysoida. Perusajatus on samanlainen kuin prosessien tai systeemien analysoinnissa yleensä, selvittää tekijöiden keskinäiset syy-seuraus suhteet.
Yleensä mittauksia koskevat standardien perusvaatimukset käsittelevät lähinnä kalibroinnin ja jäljitettävyyden vähimmäisvaatimuksia, kuten esimerkiksi ISO 9001 -standardissa kohta 7.1.5 alakohtineen, jossa korostuu jäljitettävyyden rooli, vaikkakin vaatimuksena annetaan lisäksi myös vastuu varmistaa sopivat ja tarkoitukseen sopivat mittauksen resurssit. Vaikka kalibrointi ja jäljitettävyys ovat tärkeitä asioita, ne eivät yksin riitä hyvälaatuisen ja todenmukaisen datan ja mittaustuloksen saavuttamiseen. Näiden lisäksi on tunnettava myös mittaussysteemin vaihtelun aiheuttama virhe mittaustuloksiin.
Mittauksen vaihtelusta käytetään yleisesti termiä täsmällisyys. Jos emme tiedä mittauksen vaihtelua, voimme sekoittaa prosessien ohjauksessa satunnaisen ja erityisen vaihtelun tai tulkita hyvän tuotteen huonoksi ja huonon hyväksi.
Miten mittauksen vaihtelua analysoidaan?
Mittaussysteemin analyysi on tutkimus, johon voi sisältyä useampia erilaisia tilastollisia ja ei tilastollisia menetelmiä ja tekniikoita. Perusajatuksena on selvittää, millainen on mittavirheen osuus prosessin vaihtelusta tai käsiteltävän mitan toleranssista ja onko mittauksen virhe yleisesti hyväksyttävällä tasolla. Tyypillisesti tavoitteena on alle 10 prosentin mittavirhe tuotteen toleranssista tai prosessin vaihtelusta, jolloin mittausta voidaan käyttää prosessin tai tuotteiden ohjaukseen hyvällä luotettavuudella.
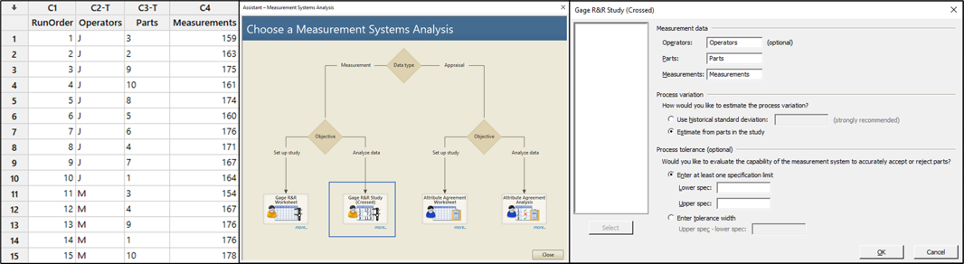
Yksi tavallisimmista menetelmistä MSA:ssa on Gage R&R -tutkimus, jossa tutkitaan mittaussysteemin kykyä toistaa ja uusia mittaustuloksia riittävän pienellä hajonnalla. Tulosten tulisi osoittaa mittauksen riippumattomuutta mittaajasta ja uusintakerroista, sekä kykyä erottaa mitatut kappaleet toistettavasti. Gage R&R tutkimuksen datan keruu suoritetaan koejärjestelynä, jotta virheeseen vaikuttavat tekijät voidaan erotella toisistaan. Koe toteutetaan tyypillisesti niin että useat mittaajat toistavat testikappaleiden mittauksia ennalta satunnaistetun koesuunnitelman mukaisesti, jonka Minitab antaa.
MSA:n eri tekniikoiden toteuttamiseen on olemassa Excel-pohjia ja toki kaiken voi laskea myös kynällä ja paperilla. Kun pitää saada esityskelpoiset ja helposti tulkittavat tulokset Gage R&R -tutkimuksesta nopeasti on Minitabin Assistantilla tehty analyysi hyvä ajatus, vaikkakin ei täysin poista tulosten tulkinnan ja datan ymmärtämisen tarvetta.
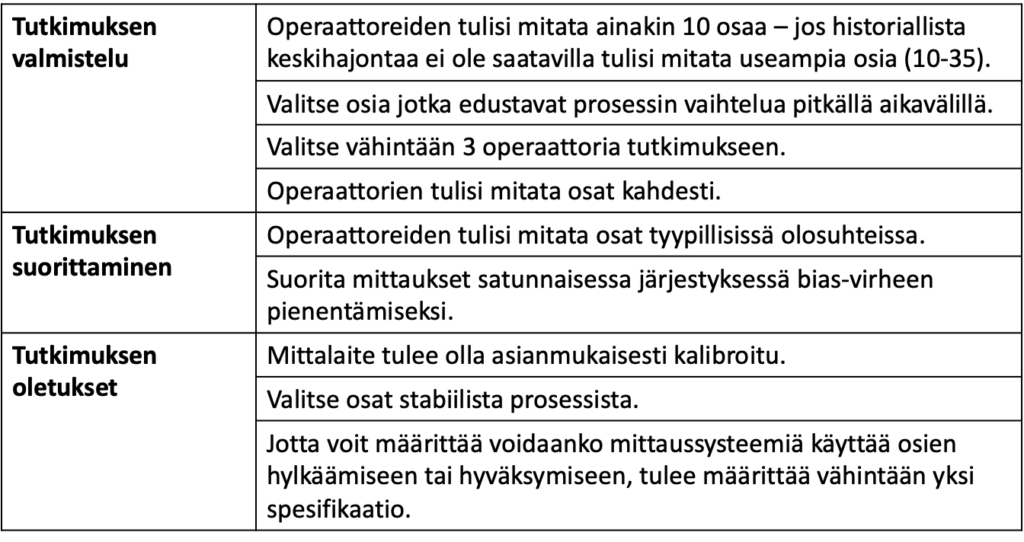
Lisäksi Assistantissa on hyvät ohjeet tutkimuksen oikeaoppiselle suorittamiselle päätöksentekopuun kohdasta ”more”, jos tutkimuksen menettelytapa ei ole tuoreessa muistissa tai jos saatavilla ei ole esimerkiksi MSA-referenssiopasta. Ohjeet ovat pätevät ja perustuvat vakiintuneisiin parhaisiin käytäntöihin Taulukkoon 1 on koottu suomennettuna Minitabin karkea ylätason ohjeistus, jota on hyvä noudattaa.
Taulukko 1. Minitab 19 Assistantin karkea ohjeistus Gage R&R -tutkimuksen suorittamisesta.
Hyvän mittaussysteemin analyysissä pitäisi päästä lopputulokseen, jossa tuotettuun dataan vaikuttaa eniten mitattavat kappaleet, eivätkä mittaaja tai toistokerta aiheuta suurta vaihtelua tulokseen. Tällaisella mittauksella voidaan eri kokoisia kappaleita erotella luotettavasti toisistaan tai huomata prosessin muutokset. Minitabin Assistant ilmoittaa tulokset hyvin visuaalisesti yhdellä tai kahdella palkilla, joista on helppo saada nopea käsitys analyysin tuloksista (kuva 3 alla).
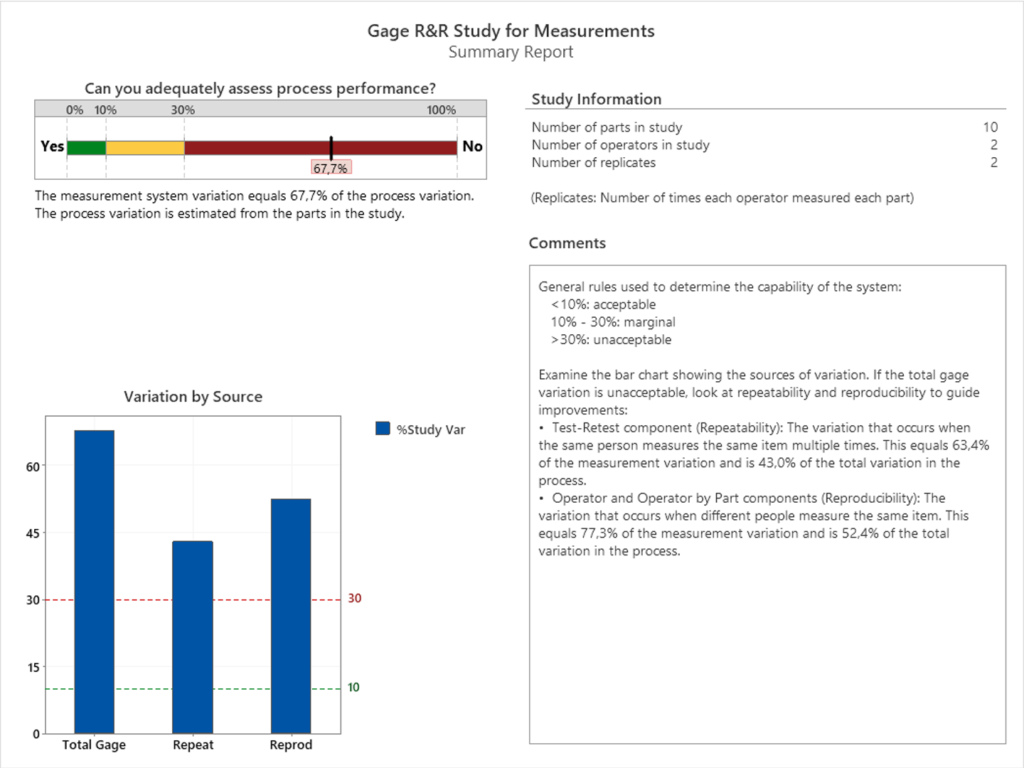
Mittareiden pitäisi hyväksyttävässä tilanteessa näyttää vihreää ja kuvan 3 siniset pylväät pitäisi saada vihreän viivan alapuolelle.
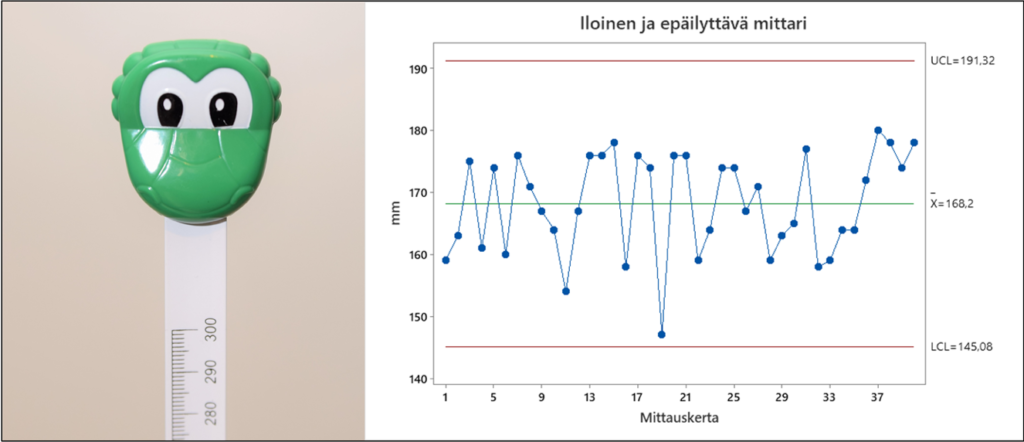
Yksityiskohtaisemmin Gage R&R -tutkimuksen tulosten analysoinnista ja kuvan 1 mittarin mittaussysteemin tapauksesta artikkelin seuraavassa osassa.
Lähde:

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.