
Tehtävänäsi on kehittää tuottavuutta ja palvelutasoa. Joka tuutista pursuaa lähestymistapoja, mutta ne ovat ristiriitaisia. Keinoista ollaan siis erimieltä. Sinua saattaa askarruttaa seuraavat kysymykset:
- kuinka paljon olisi parannettavaa (potentiaalia) tuotanto- tai palvelulinjastossa?
- jos keskeneräisentyön määrää vähennetään tai sitä kasvatetaan, onko se uhka vai mahdollisuus?
- kuinka keskeneräisentyön määrä (WIP), läpimeno (TH) ja jaksoaika (CT) ovat riippuvia toistaan? WIP = Work In Process [kpl]; TH = throughput [kpl/aika]; CT = Cycle Time [aika]
Wallace J. Hopp ja Mark L. Spearman ovat luoneet innovatiivisen neljän kuvaajan kokoelman ja laskennan sen taakse. Laskennan tavoitteena on auttaa asemoimaan organisaatio tehokkuusreunalle ja ottamaan suunta kehitystehtäville. Yksi informatiivisimmista on Sisäinen Benchmarking. Laskennan ja kuvaajan avulla ilmaistaan, kuinka hyvä läpimenon suoritusarvo on verrattuna parhaaseen mahdolliseen tasoon. Samalla voidaan tarkastella, kuinka muutos WIP:ssä vaikuttaa läpimenoon ja jaksoaikaan. Tätä erinomaista kuvaajaa, joka esittää tärkeiden toiminnan kilpailukykyyn vaikuttavien tekijöiden välistä riippuvuussuhdetta, käsitellään tässä artikkelissa.
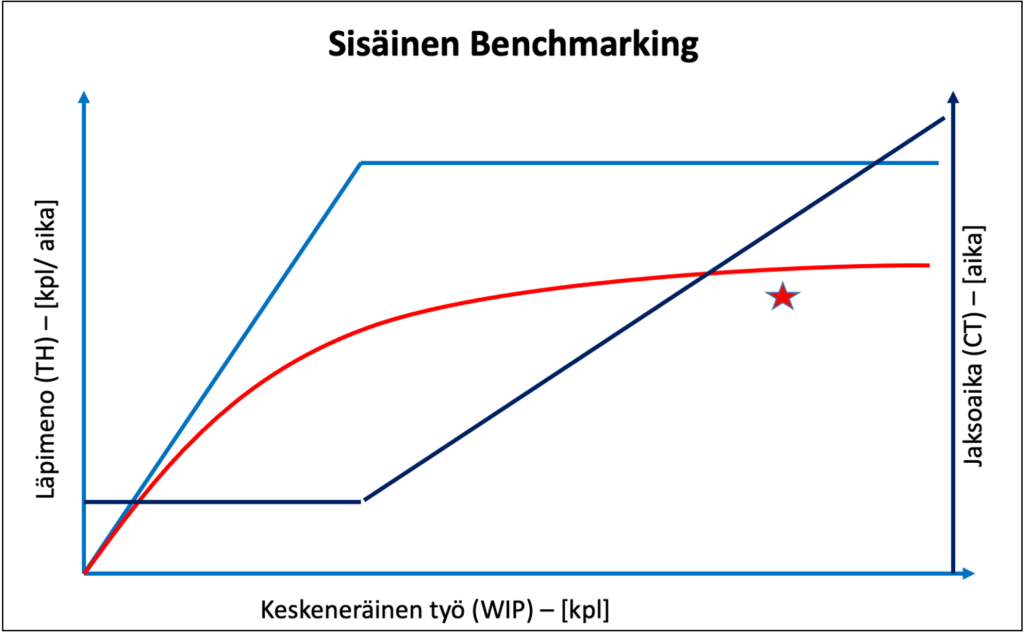
Keräämällä tietoa prosessin muuttujista, voidaan laskea ja luoda kuvaaja (kuva1). Laskennassa käytetään prosessin muuttujia (prosessivaihekohtaisia läpimenoja, aikoja ja varastoja). Sijoittamalla kuvaan nykyinen suoritustaso, auttaa kuva ymmärtämään nykytilan. Sisäinen Benchmarking -kuvaaja piirretään niin, että WIP eli keskeneräisen työn määrä tarkasteltavassa kokonaisuudessa, on x-akselilla. Vasemmassa reunassa y-akselilla on läpimeno eli valmistumisnopeus ja oikealla on jaksoaika, joka kuvaa osittain ketteryyttä. Miksi näin?
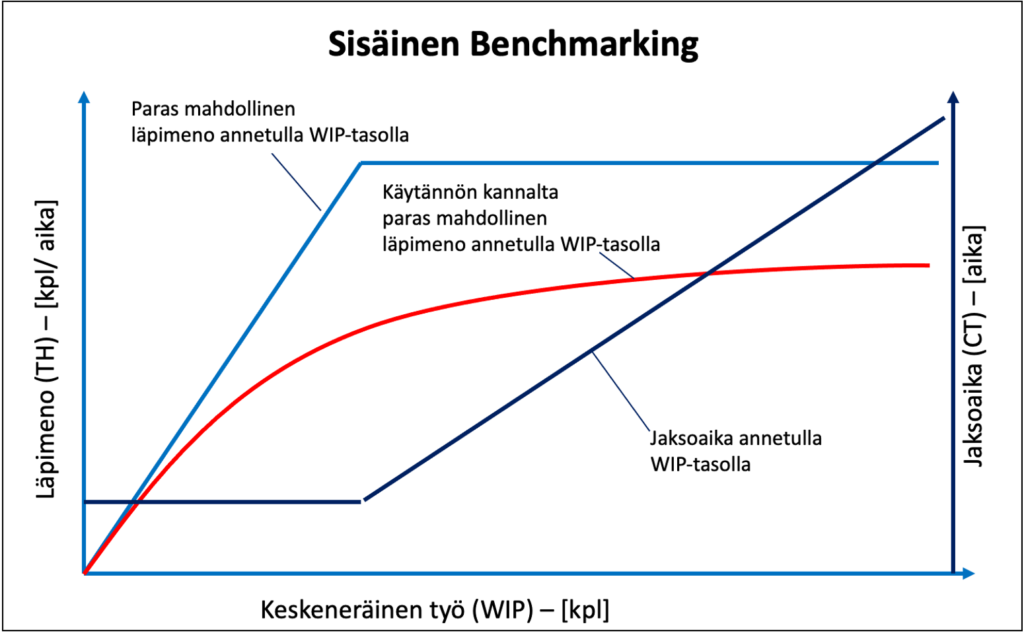
WIP on kuvassa x-akselilla, koska se on kolmesta elementistä se, jota on helpoin muuttaa reaalimaailmassa. Pullonkaulaa, joka on yksi laskennan parametreista ja vaikuttaa läpimenoon WIP:n ohella, voi olla hankala muuttaa. Sen muuttaminen voi vaatia jopa investointeja tai kapasiteetin purkamista. Vastaavasti jaksoaika on seuraus, ei syy. Littlen lain mukaan jaksoaika on keskeneräisen työn ja läpimenon suhde.
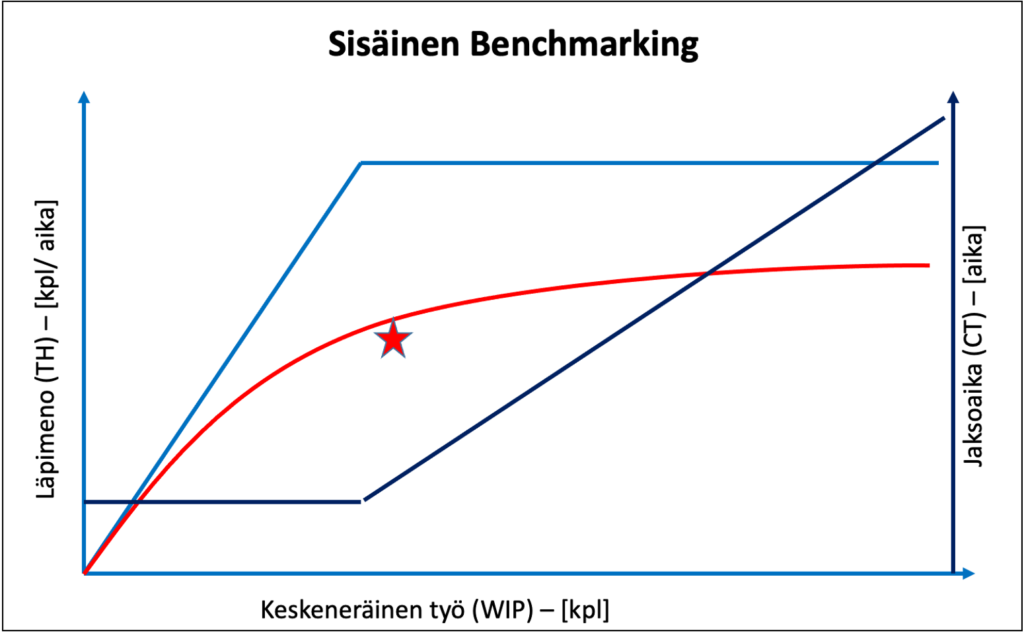
Ajatellaan, että haluat päättää toimenpiteistä ja välttää pahat harha-askeleet. Päätetään kerätä prosessista muutamia tietoja ja luoda kuvaaja: sisäinen Benchmarking. Tämän jälkeen kuvaan sijoitetaan nykytilanne. Käytännössä tämä tarkoittaa, että kuvaajaan sijoitetaan piste, tähti tms., joka kuvaa kohtaan, mikä on läpimeno nykyisellä WIP -tasolla. Seuraavassa käsitellään WIP:n ja läpimenon tarkastelua. Jaksoaikaa ei tässä esimerkissä käsitellä.
Tilanteet voivat olla esimerkiksi seuraavalaiset:
1. WIP-taso on alhainen, ollaan lähellä punaista viivaa. Potentiaalia on vähän, olet lähellä optimiläpimenoa. Jos nykytaso ei riitä, täytyy nostaa tehokkuusreunaa. Parannuspotentiaali tässä linjassa on vähäistä. Tehokkuus reunan nostaminen on keino nostaa läpimenoa.
2. WIP-taso on alhainen, ollaan kaukana punaisesta viivasta. Potentiaalia on paljon, olet kaukana optimiläpimenosta. Jos haluat kasvattaa virtausta ja se on mahdollista, nosta WIP:n määrää, koska se nostaa läpimenon tasoa. Toinen vaihtoehto on selvittää mitkä ongelmat syövät läpimenon. Ensimmäinen vaihtoehto on hyvä ”laastari”, ei pysyvä tila.
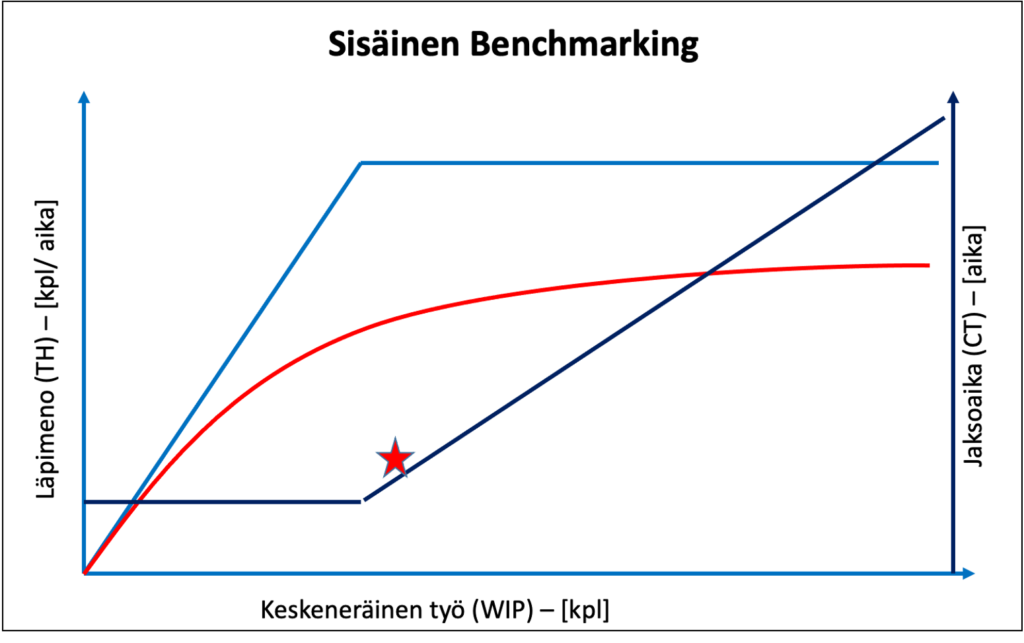
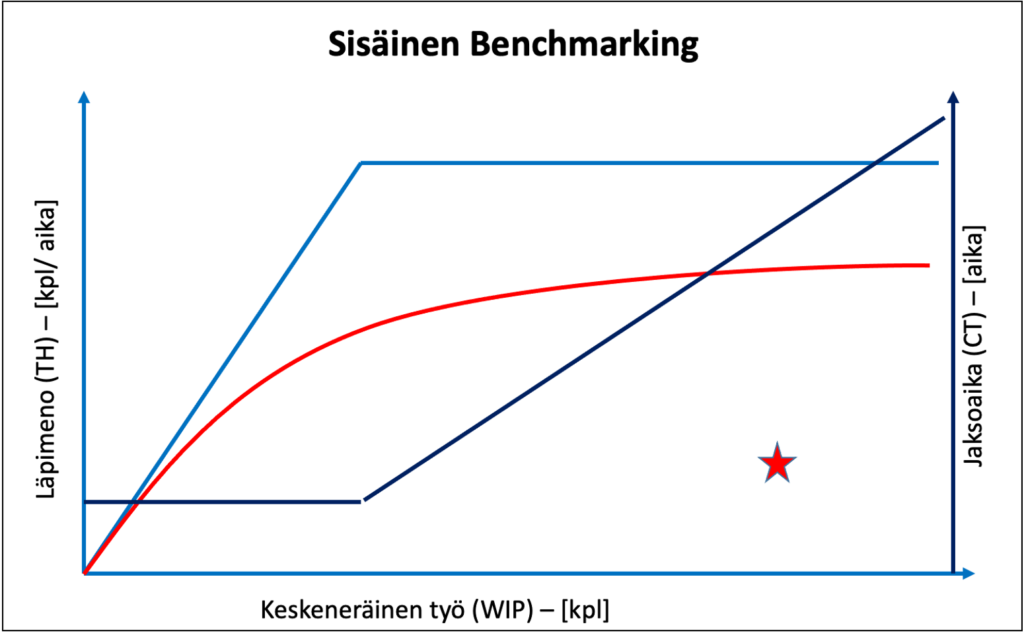
3. WIP-taso on korkea, ollaan kaukana punaisesta viivasta. Potentiaalia on paljon, olet kaukana optimiläpimenoa. Jos haluat kasvattaa virtausta selvitä, mitkä ongelmat syövät läpimenon. Todennäköisesti WIP-tason nosto ei ole enää mahdollista.
4. WIP-taso on korkea, ollaan lähellä punaista viivaa. Potentiaalia on vähän, olet lähellä optimiläpimenoa. Jos nykytaso ei riitä, täytyy nostaa tehokkuus reunaa.
Sisäinen Benchmarkin auttaa ymmärtämään linjaa (prosessia) tai vertailemaan linjoja (prosesseja) sekä arvioimaan parannuspotentiaalia ja kohdetta. Mitä kauempana tähti oikealla ja kauempana punaisen viiva alapuolella, sitä enemmän on parannuspotentiaalia.
Kuvaajiin voidaan lisätä kysyntä ja maksimi jaksoaika. Tämä mahdollistaa WIP -tason avulla tarvittaessa läpimenon ja käyttösuhteen optimoinnin. Työkalua voidaan käyttää joko ilman kysyntää tai kysynnän kanssa.
Tehdasfysiikasta on sanottu, että se on teknistä. Valmistus ja tuottaminen ovat teknistä, onpa kyseessä tuote- tai palveluliiketoiminta!
”Tehdastiede on niin yksinkertainen kuin vain mahdollista, mutta ei yksinkertaisempi.”
Lähteet:
- Hopp, W. J. & Spearman, M.L. Factory Physics, Third Edition, 2011
- Edwards Pound, Jeffery Bell, Mark Spearman; Factory Physics for Managers – How Leaders Improve Performance in a Post-Lean Six Sigma World, 2014

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.