
Vaihtelu ja PDCA
Vaihtelua on kaikkialla. Vaihtelun kasvaminen laskee aina tuotantosysteemin suorituskykyä. Tämä on äärimmäisen voimakas konsepti. Mitä enemmän systeemissä on vaihtelua, sitä alhaisempi on sen suorituskyky. Vaihtelun pienentäminen on keskeistä suorituskyvyn parantamisessa. Vaihtelua tulee systeemiin ulkoa ja sisältä päin.
Vaihtelun pienentämiseen on olemassa joukko menetelmiä. Käytännössä vaihtelun pienentäminen vaatii jatkuvaa parantamista käyttäen tarvittavia tilastollisia ja ei-tilastollisia menetelmiä ja työkaluja. Esimerkiksi Modig ja Åhlström toteavat myös kirjassaan This is Lean: ”What prevents organisations from reaching the perfect state is variation. Therefore, it is vital in a lean operations strategy to eliminate, reduce, and manage variation. The Knowledge that it is not possible to reach the theoretical state of perfection (the star) means that a lean operations strategy implies always striving to get closer to that state through continuous improvement. ”

Vaihtelun lähde voidaan jakaa kahteen täysin erilaiseen luokkaan, jotka ovat tarkkuus (accuracy) ja täsmällisyys (precision). Tarkkuus tarkoittaa ryhmien välistä keskiarvoista poikkeamaa. Täsmällisyys vastaavasti tarkoittaa ryhmän sisäistä poikkeamaa eli yhdenmukaisuutta (consistency). Nämä kaksi vaihtelua luokkaa menevät usein sekaisin.

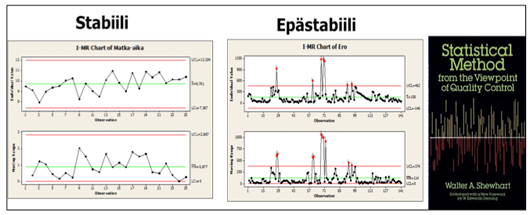
Vaihtelun voidaan luokitella ennustettavaan eli stabiiliin ja ei-ennustettavaan eli epästabiiliin vaihteluun. Vaihtelun lajin luokittelun esitteli ensimmäisenä Walter A. Shewhart Western Electricilla 1924
(1) yleiseen (Common Cause Variation) eli stabiili.
(2) erityissyy (Special Cause Variation) eli ei-stabiiliin.
Vaihtelun luokittelu tapahtuu yleensä ohjauskortein (SPC).
Toyotan metodia käsittelevissä kirjoissa korostetaan aina stabilointia (vakiointia) ja vaihtelun pienentämistä sekä normaalin (stabiilitila) ja epänormaalin (epästabiilitila) tilan tunnistamista.
Toyotalla pienennetään vaihtelua kaikin mahdollisin keinoin. Vaihtelua hallitaan seuraavilla keinoilla.
1. Vaihtelun pienentäminen:
- Kysynnän vaihtelu: (1) rajoitettu mallien ja mallin sisällä asiakkaan valitsemia mahdollisuuksia. (2) kysynnän muutosta ei päästetä tehtaan sisään. Kysynnän vaihtelun hallintaan käytetään tahtiaikaa.
- Valmistuksen vaihtelu: toimenpiteet kohdistetaan tuotteesta ja toiminnasta tulevan vaihtelun pienentämiseen
- Toimittajien vaihtelu: (1) toimittajilta otetaan vain se, mikä tarvitaan, (2) toimittajien tulee tehdä toimenpiteitä tuotteesta ja toiminnasta tulevan vaihtelun pienentämiseen ja (3) toimittajatkaan eivät saa pitää bufferivarastoja
2. Kapasiteettibufferi
- Koko kapasiteettia ei käytetä, vaan jokaisen vuoron lopussa tehdään ennakoivia kunnossapitotäitä, jolla varmistetaan, että seuraava vuoro voi aloittaa työt suunnitellusti.
3. Varasto- ja aikabufferi
- Lopputuotevarastot ja keskeneräinen työ on ajettu alas. Varastot on sijoitettu systeemin sisälle ja ylikapasiteetilla varmistetaan ennustettava vasteaika
Ongelman ratkaisutaidot ovat tärkeässä osassa Toyotan menetelmää. Ongelmanratkaisulla on kaksi roolia. Ensimmäinen käsittelee opettamista ja syy-seuraussuhteiden ymmärryksen lisäämistä organisaatiossa. Toinen osa tätä on tieteellisen menetelmän, PDSA, opettamista. Tieteellinen menetelmä on vaihtelun lajin tunnistamisen sijaa vaihtelun pienentämisen keskiössä.

Liity lukijaksi
Uutiskirjeen tilaajana saat ajankohtaista tietoa Lean Six Sigmasta, laatutekniikoista sekä laadun kehittämisestä. Julkaisemme artikkeleita ja videoita ajankohtaisista aiheista. Liity laadun kehittäjien joukkoon ja saat uutiskirjeen sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.