
Tilastollisen ajattelun malli
Systeemi- ja prosessiajattelu voidaan esittää tilastollisena mallina, joka johtaa tilastolliseen ajatteluun ja edelleen tilastollisiin menetelmiin ja lopulta parannukseen. ”Kaikki työ on toisiinsa sidoksissa olevia prosesseja. Kaikkien prosessien ulostulot vaihtelevat. Syntyy dataa. Data muodostaa perustan, jota voidaan analysoida. Analyysissä ulostulodata (output) voidaan tilastollisesti jakaa syntymekanisminsa (input) mukaisesti erityissyihin ja satunnaissyihin (systeemisyihin), joita voidaan joko ohjata tai muuttaa.”
Nämä ohjaukset ja muutokset johtavat parantuneeseen laatuun ja tyytyväisiin asiakkaisiin.
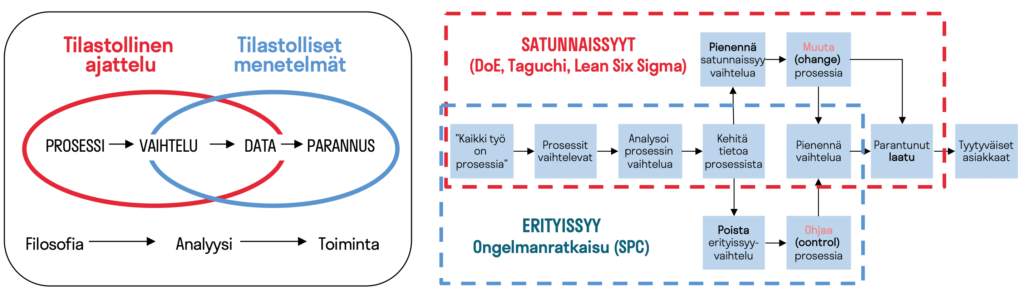
Tilastollinen ajattelu muodostuu kolmesta väittämästä: 1. kaikki työ on prosessia
2. prosessin ulostulot vaihtelevat ja
3. prosessin vaihtelun analysointi luo tietoa prosessista, jolla voidaan I. parantaa prosessia (satunnaissyy) ja II. stabiloida prosessia (erityissyy).
Tilastollinen prosessinohjaus – SPC
Tilastollinen prosessinohjaus, SPC (Statistical Process Control), on menetelmä, jolla prosessin ulostulodata voidaan luokitella syntymekanisminsa (input) puolesta erityissyyhyn (Special Cause) ja satunnaissyihin (Common Causes). Tämän edelleen pätevän tieteellisen parannusteorian loi tri Walter A. Shewhart 1924.
Ulostulo, joka muodostuu (input) erityissyyvaihtelusta, on ei-ennustettavaa ja ulostulo, joka muodostuu (input) satunnaissyyvaihtelusta, on ennustettavaa (probable error). Vaihtelusta 2 – 6 % on erityissyyvaihtelua. 94 – 98 % vaihtelusta on satunnaista systeemin synnyttämää.
Tri Walter A. Shewhart loi laatuteorian (SPC), joka sanoo, että poikkeaman aiheuttaa…
- Yleiset syyt (ennustettavat) Vaihtelusta 94 – 98 % on syntynyt sykleistä, joille ei ole olemassa kansanomaista käsitettä syy (kohina, satunnainen, systeemi).
- Erityissyyt (ei-ennustettava) Vaihtelusta 2 – 6 % on syntynyt lineaarisesta syy-seuraus-suhteesta, jonka voimme sanoa subjekti-verbi-objekti-muodossa. (systeemin ulkopuolinen, virhe, joka johtuu materiaalista, poikkeavasta lämpötilasta jne.)
Ohjausrajojen/käyrien (Control limits, UCL; LCL), jolla systeemin/prosessin synnyttämän ulostulodata erotellaan erityissyisistä syistä syntyvistä ulostulodatoista, laskeminen käsin on työläs tapahtuma. Erottelu on erinomaisen tärkeää jatkuvan parannuksen onnistumiselle. Minitab tai vastaavat ohjelmat määrittävät ohjausrajat ja niiden oikeellisuuden helposti mistä tahansa prosessidatasta.
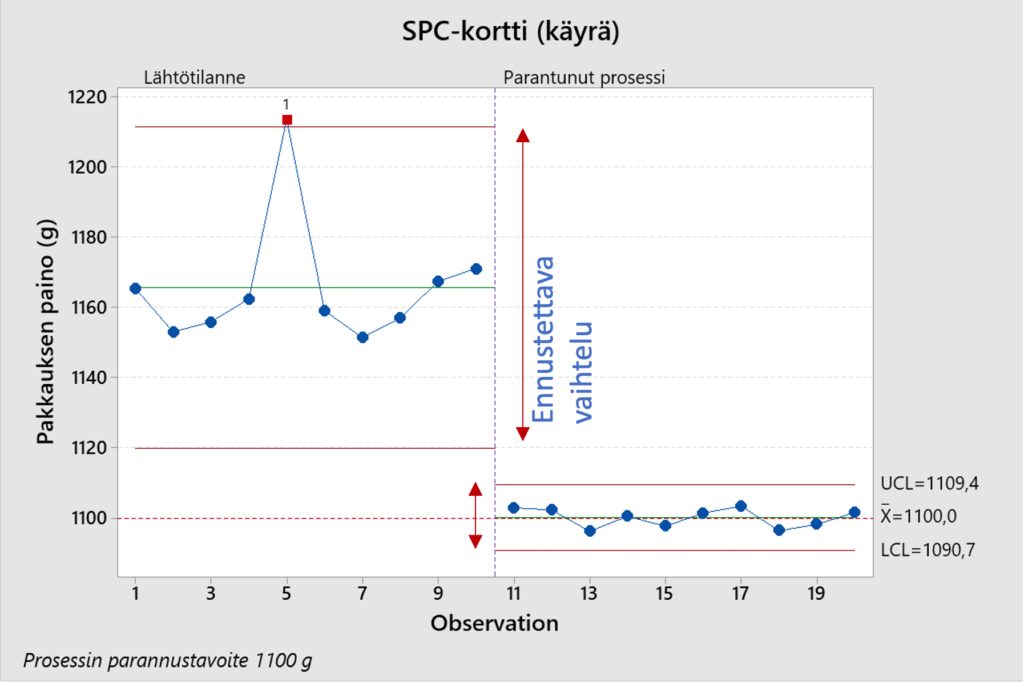
Dataa tarvitaan minimissä 1 – 2 kpl, mutta suositeltavaa stabiilisuuden toteamiseksi ja rajojen tarkkuuden parantamiseksi on käyttää vähintään 50 – 100 havaintoa.
Laatu ja suorituskyky
Seuraavaksi mennään laadun ja suorityskyvyn käsitteisiin. Jatka lukemista.
Lue lisää