
Lean Six Sigma ja ongelmanratkaisu. Six Sigman alkuvaiheessa 2000-luvun alussa menetelmän ylikuumeneminen näkyi siinä, että jopa palaverit oli nimetty Six Sigmaksi ja agenda noudatti DMAIC-prosessia. Nämä ajat ovat varmaan jääneet taakse, mutta uudet ylikuumenemisen aiheet ovat tulleet Six Sigmaan.
Six Sigma -menetelmän standardoimisen (ISO 13053) myötä menetelmän suosio on kasvanut ja samalla Six Sigma -tiedon jakaminen levinnyt yhä useammille henkilöille. Laajenemisen myötä on Six Sigman osaaminen liudentunut. Jatkuvasti törmää Six Sigma -koulutuksen käyneisiin henkilöihin, joilta ns. Six Sigma ”pihvi” on jäänyt nauttimatta. Ongelmanratkaisu (problem solving) ja suorituskykyongelma (capability problem) ovat menneet sekaisin – marjojen poimiminen ja uuden paremman sadon luominen.
Suorituskykyongelma – Six Sigma -ongelma
Suorituskykyongelma käsittelee tulevaisuutta, parempaa satoa, kun taas ongelmanratkaisu mennyttä ja nykyistä, sadon poimintaa. Kysymykset näiden ongelmien takana ovat erisuuntaiset, kuten myös aikahorisontti.
Ongelmanratkaisussa kysytään ensi sijassa ”mikä on muuttunut”, kun suorituskykyongelmassa kysymyksenä on ”mitä pitää muuttaa”.

Ongelmanratkaisu ja suorituskyvyn analyysieroavuudet
Ongelmanratkaisu keskittyy tuntemattoman, mutta selkeästi tapahtuneet erityisen poikkeaman selvittämiseen. Suosituskykyongelmassa ei ole yhtä selkeää aiheuttajaa vaan selvitetään mahdollisia ratkaisuja ja tekijöitä, joita tulisi muuttaa, jotta päästäisiin parempaan suorituskyvyn tasoon. Siis havaittavaa poikkeamaa, joka parantaa suorituskykyä, ei ole!
Kuvassa 2 on esitetty Pareto-kaavion sekä ohjauskortin ja histogrammin avulla ongelman (erityissyy = epänormaalitila) ja suorituskykyongelman ero. Ylemmässä kuvassa Pareto-kaaviossa tekijät x8 ja x6 ovat tekijät, jotka vaikuttavat jakauman paikkaan ja leveyteen n. 90 %. Nämä ovat kausaalitekijöitä, joita muuttamalla on vaikutusta suurimaan osaan tapahtumissa. Näiden tekijöiden muutoksien vaikutuksia ei voida havainnoimalla tunnistaa millään tilastollisella tai ei tilastollisella menetelmällä, koska niissä ei ole tapahtunut muutosta valitsevassa tilassa. Kuvan 2 oikeasta laidasta ei päästä vasemman laidan Pareto-kuvaan!
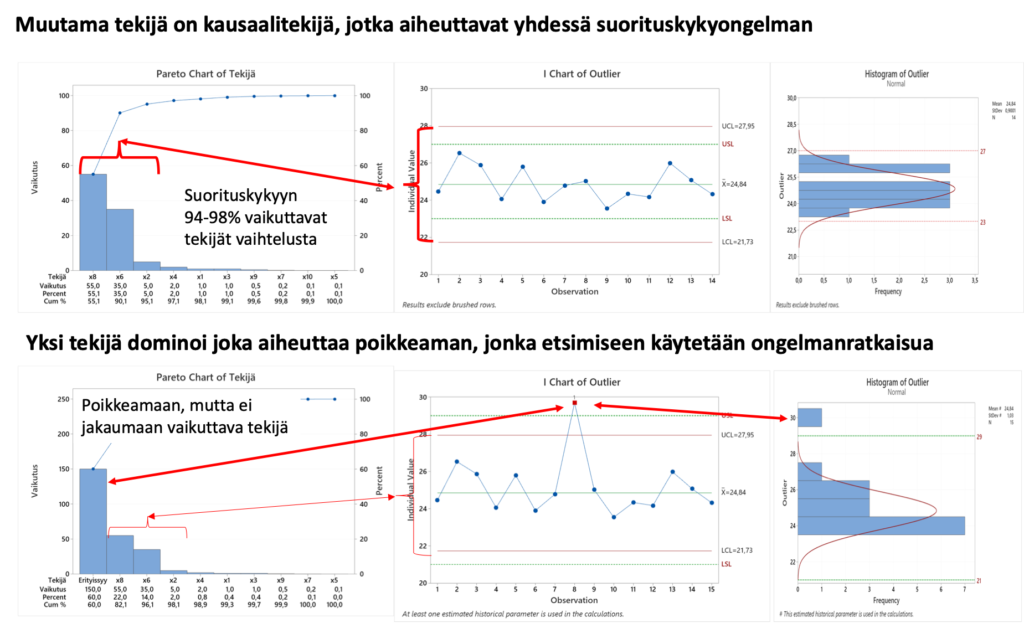
Kuvan 2 alemmassa kolmessa kuvassa Pareto-kaavioon sekä ohjauskorttiin ja histogrammiin on lisätty erityissyy, joka aiheuttaa poikkeaman. Erityissyyt voidaan tunnistaa havainnoimalla käyttämällä SPC-ohjauskorttia. Tämän vaikutus näkyy Pareto-kaaviossa korkeana pylväänä. Tämä poikkeustila dominoi, siis erityissyyn vallitessa, mutta se ei vaikuta jakaumaan leveyteen normaalitilassa, joka johtuu tekijöistä x8 ja x6. Erityissyy voidaan löytää havainnoimalla tilastollisella tai ei tilastollisella menetelmällä, koska muutos on tapahtunut erityissyyn aiheuttamassa tekijässä. Kuvan 2 oikeasta laidasta päästään vasemmalla olevaan Pareto-kuvaan.
Organisaatioissa helposti huomio keskittyy yksittäisiin tapauksiin. Nämä tapaukset pitää toki hoitaa ja selvittää (korjata), mutta näihin keskittyminen ei paranna prosessia ja suorituskykyä. Ongelma uusiutuu ja uusiutuu! Tri Juran kuvaa tarvittavaa suorituskyvyn parantamista termillä läpimurto (breakthrough). Kuvassa 3 kuvattu ongelmanratkaisu ja parannus.

Tässä Tri Juranin itse kertomana aiheesta: laadun parantamisen taustaa länsi vs Japani 1950 alkaen, erityissyy (sporadic) ja suorituskyky (chronic) ongelmasta sekä parannuksen universaali. Linkki YouTube -videoon: https://youtu.be/4z_fK44H4gI.
Suorituskyky ja Six Sigma -prosessi
Suuri osa prosessin tuottamista ongelmista ja virheistä (94-98 %) on systeemin suorituskyvyn heikkoutta. On hyväksyttävä, että ei ole olemassa helposti selvitettävissä olevaa yhtä tai edes muutamaa faktasyytä. Useat henkilöt elävät eksaktissa maailmassa, jossa jokaiselle tulevalle asialle on tarkka selitys! Todellisuudessa tarkkaa selitystä ei tulevaisuudesta ole olemassa, mutta asiat, yksittäisten tulevien asioiden aiheuttama sumeus, voidaan tarkemmin kuvata tilastollisilla sattumajakaumilla (kuva 2 ja 3).
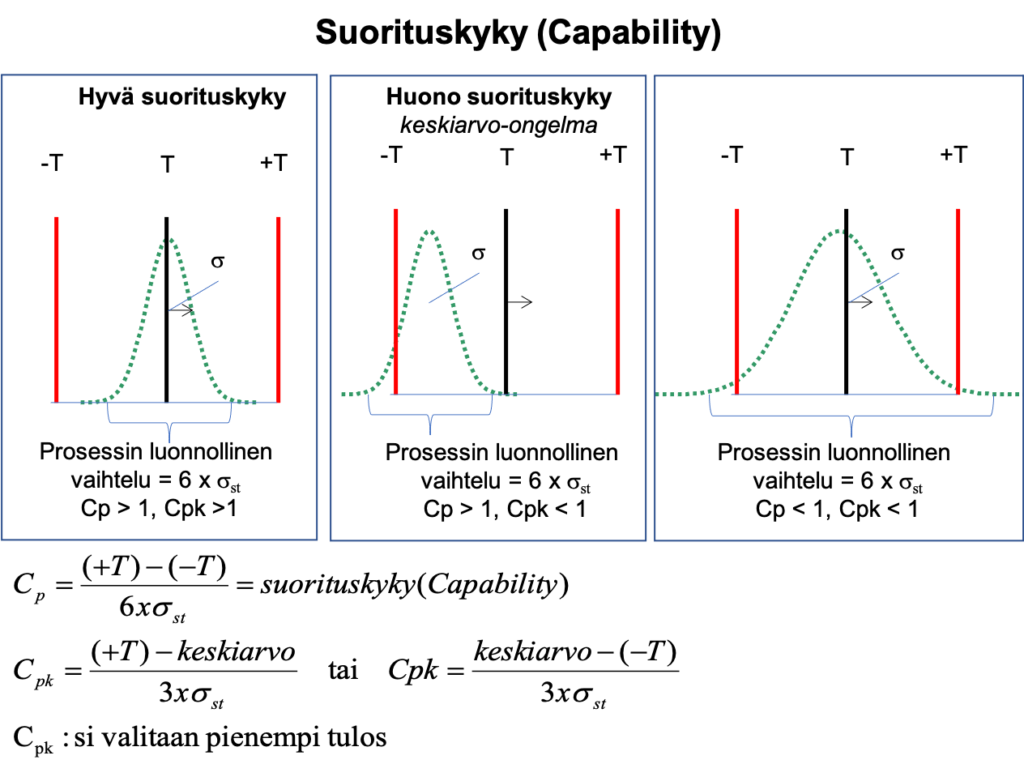
Jotta tulevaisuutta voidaan suunnitella ja hallita, tulevaisuuden ongelman tarkempi kuvaus voidaan tehdä toleransseilla ja jakaumilla ja muuttaa yksittäiset tuote- ja palvelusuunnitelmat (= toleranssit, speksit, vaatimukset) suorituskykyongelmaksi (ks. kuva 4 keskiarvo ja keskihajonta ongelmaksi), joka mahdollistaa kausaalisyiden, ideoiden selvittämisen ja paljastamisen Six Sigmalla tai muilla kausaalisyiden tutkimusmenetelmillä.
Tilastollisen jakauman ”pilkkominen” vaikuttaviksi tekijöiksi, parametreiksi ei onnistu kuin kokeen (DOE) avulla luotettavasti. Six Sigma -menetelmällä EI haeta varsinaista syytä, vaan ideaa tai ratkaisua siihen, kuinka prosessin suorituskykyä voidaan parantaa!
Älä hukkaa Six Sigma -osaamista ”vääriin” tilanteisiin. Erota nämä kaksi tilannetta, aivan samoin kuin yhteiskunnassa on erotettu: uuden rakentaminen, uudistaminen ja ylläpito toisistaan!
Lähteet:
- Juran’s quality Handbook
- Wheeler, J. D., Reducing production costs.
- Hoerl, R. & Snee, R. D. Statistical thinking improving Business Performance.

Tilaa uutiskirje
Liity postituslistalle ja saat uusimmat artikkelit suoraan sähköpostiisi.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.
Liittymällä postituslistalle hyväksyt Quality Knowhow Karjalainen Oy:n tietosuojaselosteen ja Quality Knowhow Karjalainen Oy voi lähettää sinulle ajankohtaisia artikkeleita, videoita sekä tietoa ja tarjouksia kursseista, kirjoista sekä ohjelmistoista.
Tämä lomake on suojattu Google reCAPTCHA:lla. Lue tietosuojaseloste ja käyttöehdot.